

изготовление конических шестерен
Изготовление конических шестерен
Конические шестерни – это неотъемлемая часть многих механизмов, от автомобильных трансмиссий до промышленных роботов. Их особенность – пересекающиеся оси вращения, позволяющие передавать крутящий момент между валами, расположенными под углом. Изготовление таких шестерен – сложный технологический процесс, требующий точности и опыта. Давайте рассмотрим основные этапы этого процесса.
1. Проектирование и расчеты:
Перед началом производства необходимо тщательно спроектировать коническую шестерню. Это включает в себя определение модуля, числа зубьев, угла конуса, а также материала, из которого будет изготовлена деталь. На этом этапе используются специальные программы автоматизированного проектирования (САПР), которые позволяют моделировать шестерню и проводить необходимые расчеты на прочность и износостойкость. Важно учесть все нагрузки, которые будет испытывать шестерня в процессе эксплуатации, чтобы обеспечить её долговечность и бесперебойную работу. Даже незначительные ошибки на этапе проектирования могут привести к серьезным последствиям.
2. Обработка заготовки:
После проектирования выбирается заготовка – обычно это заготовка из стали, чугуна или бронзы, в зависимости от требований к прочности и износостойкости. Далее начинается процесс обработки, который может включать в себя токарные, фрезерные и шлифовальные операции. Для создания сложной формы конической шестерни используются специальные инструменты и станки с ЧПУ (числовое программное управление). ЧПУ станки обеспечивают высокую точность обработки и повторяемость результатов, что крайне важно для обеспечения плавной работы механизма. На этом этапе происходит формирование зубьев, соблюдение заданных параметров и достижение необходимой шероховатости поверхности.
3. Завершающие операции и контроль качества:
После механической обработки шестерни проходят термообработку для повышения прочности и износостойкости. Затем производится шлифование зубьев для обеспечения максимальной точности и снижения шума при работе. На заключительном этапе проводится тщательный контроль качества, включающий в себя измерение геометрических параметров, проверку на биение и шероховатость поверхности. Только после успешного прохождения всех проверок шестерня считается готовой к использованию. Вся эта цепочка операций требует высокой квалификации специалистов и использования современного оборудования. Только так можно гарантировать надежность и долговечность готового изделия.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 175 Комплект из 7 шестерен
175 Комплект из 7 шестерен -
 Длинный конический вал редуктора
Длинный конический вал редуктора -
 Сборка ходовых редукторов I-образных микрокультиваторов
Сборка ходовых редукторов I-образных микрокультиваторов -
 Аксессуары шестерен для цепных микрокультиваторов
Аксессуары шестерен для цепных микрокультиваторов -
 Крепление руля для микрокультиватора
Крепление руля для микрокультиватора -
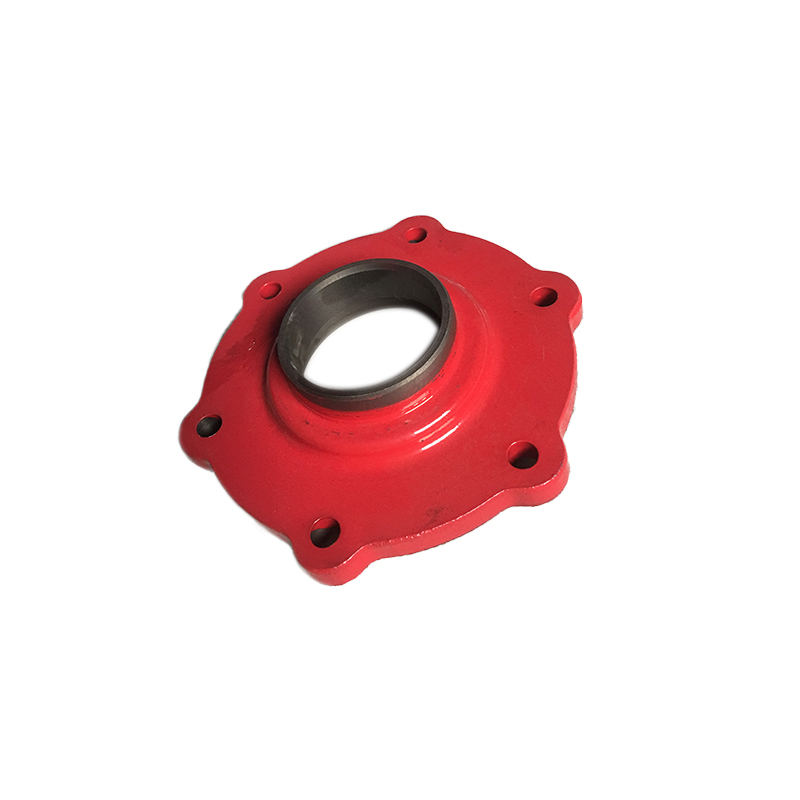 Крышка микрокультиватора
Крышка микрокультиватора -
 800 Комплект из 16 пятискоростных шестерен
800 Комплект из 16 пятискоростных шестерен -
 Сборка редуктора цепных микрокультиваторов типа 800
Сборка редуктора цепных микрокультиваторов типа 800 -
 Сборка шпинделя
Сборка шпинделя -
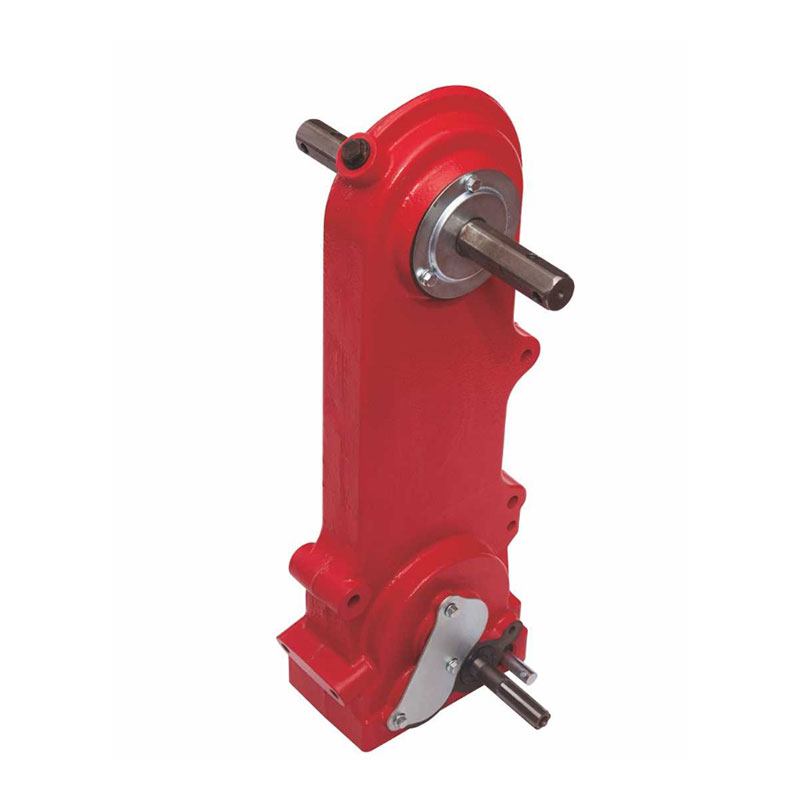 Сборка редуктора цепных микрокультиваторов типа 500
Сборка редуктора цепных микрокультиваторов типа 500 -
 Комплект из трех частей для корпуса ходового редуктора микрокультиватора
Комплект из трех частей для корпуса ходового редуктора микрокультиватора -
 Корпус редуктора
Корпус редуктора

